随着社会的不断进步,人们对机器及其自动化的要求也越来越高。现在社会正在逐渐向智能化,自动化发展,当前社会的各方各面都有大量具有智能化,自动化的机器逐渐涌入并替代原本需要手工进行操作的生产方式。而且随着产业化的不断升级具有先进智能化及自动化的机器替代落后的机器也逐渐发展成了一种形式。为了适应时代的发展,本团队设计了一款能够通过西门子PLC1200来控制的一款集山楂分离,山楂摆正,山楂去核,山楂切片与一体的自动化生产的设备。
本产品主要服务于对山楂生产及加工有需求的商家。该产品第一个模块通过辊子的转动及摩擦对山楂进行单个的分离。该产品的第二个模块通过带辊子轴对山楂进行侧方摆正。该产品第三个模块为山楂去核模块,在该模块中由滚珠丝杠控制去核刀下移,然后由微型电磁推杆去将残余山楂推出,最终完成去核操作。山楂切片模块是将完成去核操作的山楂送入山楂切片装置,随后在伺服电机的操作下,完成对山楂的切片及收集。该产品集分离,摆正,去核,切片与一体自动化生产机器。无论是对有山楂单一需求的厂家还是整体均匀需求的厂家都具有良好的效益。其自动化与一体化及适合商家购买,性价比极高。
山楂一种集消食健胃,行气散瘀,化浊降脂的水果。随着市场的日益扩大,其对山楂的需求量日益增大,市场上迫切需要一台集集山楂分离,山楂摆正,山楂去核,山楂切片与一体的自动化生产线。所以在此背景下,本团队设计了该款机器,而且该款机器可以进行向外扩展其它模块,如山楂的包装,山楂的贴标等一系列可以服务于企业的机器。而且该机器可以通过更改其对应元器件的尺寸对其它水果完成相对应的操作。使其能够在各个水果的生产及加工中完成其对应的作用。
关键词: 智能化 自动化 山楂 生产线 PLC
机械部分设计
1.整体
为了适应社会的自动化与智能化,我们的机器也使用了大量的元器件来对机器的运动做出了具体的要求。该机构可以完成山楂分离,山楂摆正,山楂去核,山楂切片的整体可分为四个模块,故本团队设计了四个模块分别为山楂分离模块,山楂摆正模块,山楂去核模块与山楂切片模块。
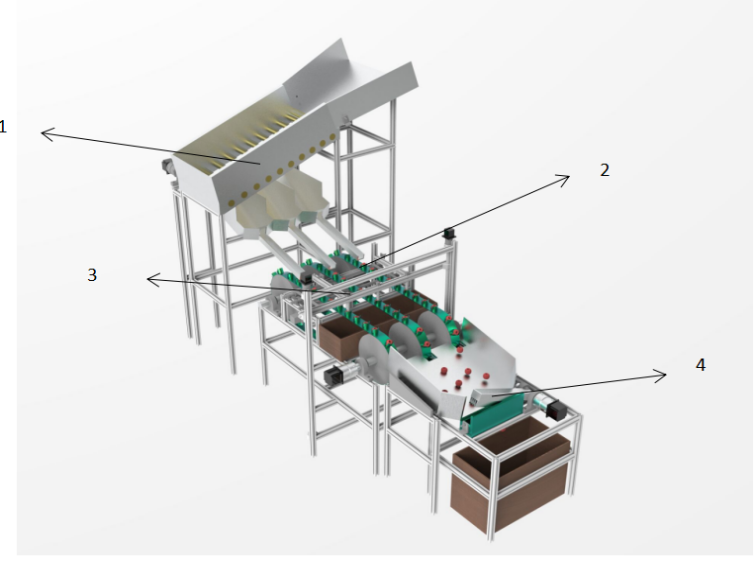
整体渲染示意图
1. 山楂分离模块 2.山楂摆正模块 3.山楂去核模块 4.山楂切片模块
山楂分离模块主要通过步进电机带动辊子转动来对山楂进行初步的分离,随后经过特殊的挡板及拨叉的运动来对山楂进行单个的分离。山楂摆正模块通过带有摆正辊子的运动及对山楂产生的内摩擦力,使山楂完成柄部朝下的摆正。随后山楂被送往去核模块,山楂去核模块通过滚珠丝杠带动铝2020向下运动,当锯齿刀贯穿山楂后,电磁推杆向下运动,将山楂核推出。被去核的山楂随后进入山楂切片模块,当光电传感器检测到山楂后,山楂切片模块开始运转,由伺服电机控制切片刀具向下运动将山楂进行多端切割,最后山楂掉落至收集箱。
2.山楂分离模块
山楂分离模块通过步进电机带动辊子运动,通过两者之间的相互摩擦,使山楂掉落到下方收集部分,并通过单独的挡板将其分离成单个。为了解决单个山楂速度过快导致传送带运行不上的问题。我们在单个通道之前加入了拨叉进行步进电机固定角度的旋转使山楂一个个进入山楂摆着模块。在设计该模块的过程中,本团队做出了大量的相关实验。来解决山楂单行滑道掉落到山楂摆正模块的问题,并多次测量其运行角度,选择出了一种适合山楂掉落的角度及连接方式。故该模块的最终作用是保证山楂能够一个一个的进入山楂摆正模块,并提高其成功率。使其能够保证成功分离,且山楂摆正模块可以通过调节辊子之间的间距大小来完成山楂大小的分离,是今后可以扩展的模块。该模块起到将山楂从大量的个数进行单一化操作及处理,并且极大的保证了其效率与可靠性。
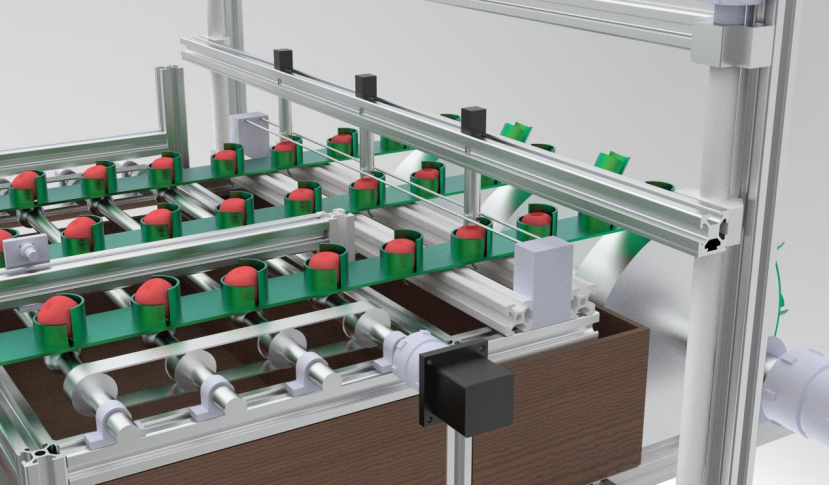
3.山楂摆正模块
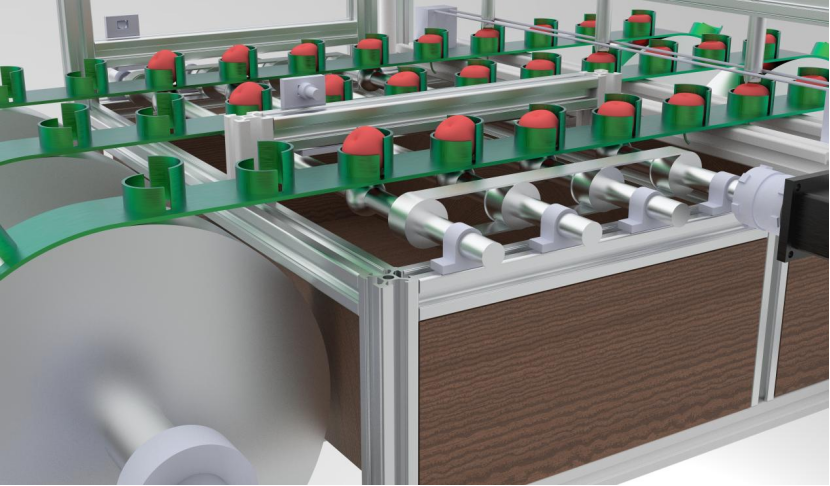
山楂摆正模块是本机构的重要模块,其采用了通过对山楂其柄部小,底部大等特点,通过特殊带球状辊子对山楂进行摩擦摆正的方式,其受力方式为对山楂进行倒立式摆正,当山楂从山楂分离模块进入到山楂摆正模块后,被光电传感器所感应,步进电机带动传送带运动,此时小步进电机在与同步带的联合使用下对山楂进行摆正。如果山楂刚开始时处于倒立状态,那么山楂无需摆正。如果山楂处于正立时,因为山楂有柄那一部分直径小,当传送带整体带着山楂运动的同时,传送带底下的球状轴也会同时转动。当山楂到达轴心线上方时,此时球状直径较大,会与山楂相碰在此模块中,此时山楂将会转动到带柄部分向下,之后球状轴摆正辊子与山楂脱离,故完成摆正。而且在此模块中,部分山楂会在旋转过程中柄会折断,也是对去核模块的初步操作。后我们设置了三个传送带使其大大提高了传送效率及可行性。
4.山楂去核模块
山楂去核模块使用滚珠丝杠与电磁推杆联动的方式,当滚珠丝杠带动与电磁推杆相连接的型铝向下移动。当刀口完全贯穿山楂后,电磁推杆运动将剩余山楂推出,该模块简单,但功能性极强。刀口我们设置为锯齿状大大提高了其效率。为了解决刀口粘连问题我们设置了限位铁丝对其进行限位操作,使其不被刀粘连带走。在设计该模块的过程中,本团队主要解决的问题是如何将山楂进行去核问题,在个问题的探讨上,本团队一开始使用内外可分离的刀,但发现其效果并不好,所以本团队就在型铝上下功夫,最后在与电磁推杆的连动过程中取得了突破。并且为了防止刀在上升过程中,山楂停留在刀上,一并被带出。本团队使用了钢丝对其进行拦截,即使有部分山楂被铁丝微小损坏,但山楂最终要进行切片,所以该损坏可以忽略不计。而且本团对也考虑到该模块本团队使用的柔性传送带,故本团队在去核处安装了两根型铝,方便其固定与去核,本模块与山楂摆正模块作为本产品最重要的两个模块在整体起着最关键的作用。
5.山楂切片模块

山楂切片模块通过步进电机控制特殊刀片的运动对山楂进行多段切割,使其完成切片操作。该模块主要部分是刀的结构性,我们对此做出了大量的设计,设计了一款多端刀片对其进行切割。为了对该机构进行更好的控制,本团队在综合了步进电机,直流电机,伺服电机后,采用精度更高的伺服电机对山楂进行精确切割,为了保证山楂能够准确的掉入刀中进行切割,本团队设计了收集式滑轨,使山楂精确的进入刀区进行切割,切割后的山楂被收集箱收集,送至加工处进行下一步加工。
控制系统设计
1.控制系统硬件构成
本产品以西门子PLC 1200为控制核心设计的产线控制系统。本系统以传送带控制、电机拖动以及各传感器的信息反馈和通信技术为基础。利用串口通信实现各部分的精准控制和协调高效工作。可借助触屏显示屏实现对机器各部分的操控。
建立精准控制产线的控制系统,硬件是关键和基础,它对整个系统的稳定性、控制和反馈的准确性、节能性都有直接影响。
本产品的系统选用了以下硬件设备:
1.TFT触摸屏控制触摸屏操作产生电平信号,经过转换后通过串行总线传输至STM32F103ZET6单片机接受处理。
2.TB6600步进电机驱动器升级版是一款专业的两相步进电机驱动,可实正反转控制。通过S1,S2,S3 3位拨码开关选择7档细分控制(1,2/A,2/B,4,8,16,32,),通过S4,S5,S6 3位拨码开关选择8 档电流控制(0.5A,1A,1.5A,2A,2.5A,2.8A,3.0A,3.5A)。适合驱动57,42型两相、四相混合式步进电机。
3.气缸需要电磁阀来控制气路的通断,使气缸产生动作,电磁阀的通断控制使用TPC定时程序控制器来控制,通过简单的功能设置可以实现定时控制、位置控制、手动控制及自动控制等各种所需要的动作。
2.各部分装置控制设计
大小分级装置控制系统
为了实现了对山楂体积大小的分级功能,本产品采用24BYJ48(步进电机)+ULN2003(驱动)拉动皮带带动装置上的各辊子转动驱动山楂在前进的同时,实现体积小于最小标准体积的山楂落入收集箱。
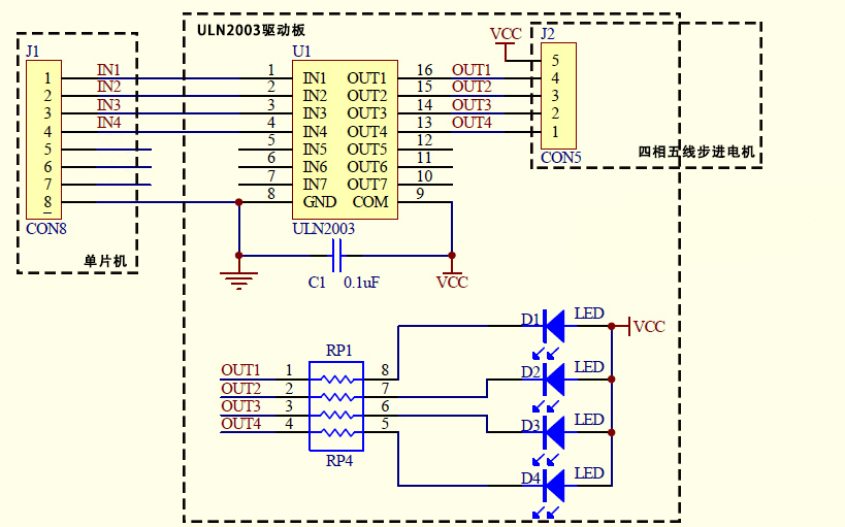
步进电机控制图
3.传送带控制系统
本产品在传送带上部署压力传感器和多个光电传感器以实现传送带的速度的精准控制和传送带上各装置的时序协调工作。
本产品在传送带部署了压力传感器以实现控制传送带由低速待机模式到常速工作模式的切换,节省电力。当通过分级装置的山楂落到传送带上后,压力传感器感应到传送带上压力变换,向主控STM32F1032ZET6控制器I/O口输入高电平,单片机扫描到I/O口的电位变化后,会切换到常速工作模式。同时当传送带上没有山楂存在的时候,压力传感器也会感应,是I/O口变为低电平,传送带切换回低速模式。
本产品产品使用PID算法来调节电机的转速,使传送带能够实现在低速和高速切换,同时减小加速或减速时惯性对山楂运动状态的影响。 P控制按偏差e(t)的比例关系对被控对象进行控制,偏差一旦产生,控制器立即产生控制作用,以减小偏差。控制器的输出与输入误差信号的积分成正比关系。I控制主要用于消除静态误差。比例作用的输出与误差的大小成正比,误差越大,输出越大,误差越小,输出越小,误差为零,输出为零。电机转速的快速切换,不仅对稳定控制有要求,而且对动态指标也有要求,通常都要求负载变化或给定调整等引起扰动后,恢复到稳态的速度要快,因此光有比例和积分调节作用还不能完全满足要求,必须引入微分作用。比例作用和积分作用是事后调节,而微分作用则是事前预防控制,即一发现y(t)有变大或变小的趋势,马上就输出一个阻止其变化的控制信号,以防止出现过冲或超调等。PID算法的示意图如下:
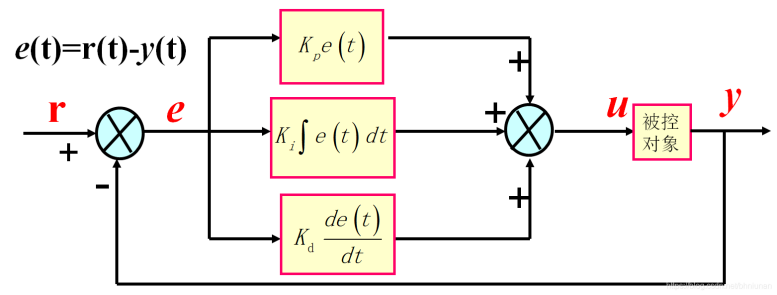
PID控制示意图
其中r(t)为被控对象状态的期望值,y(t)为被控对象状态的实际值,e(t)为被控对象期望值与实际值之间的偏差,偏差输入给P、I、D三个控制器。、、分别为比例、积分和微分参数,它们是PID控制的基本参数。经过P、I、D三个控制器输出的值加和生成u(t),u(t)为对被控对象的控制量。u(t)作用在被控对象上导致被控对象的状态y(t)改变。
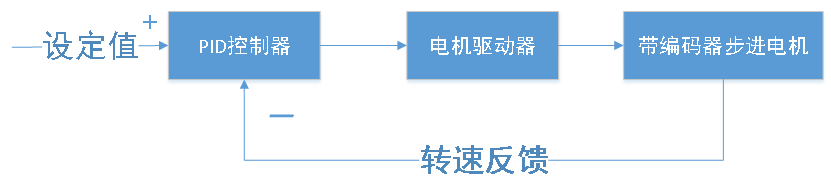
电机控制框图
4.预处理装置控制系统
在传送带之前安置山楂清洗模块对山楂进行预处理,清理山楂表面的泥沙,方便后续对山楂进行处理。本产品在装置上安装多个光电传感器,对传送带上山楂上的位置和数量进行实施的反馈,高效准确处理山楂。












