大赛作品详情

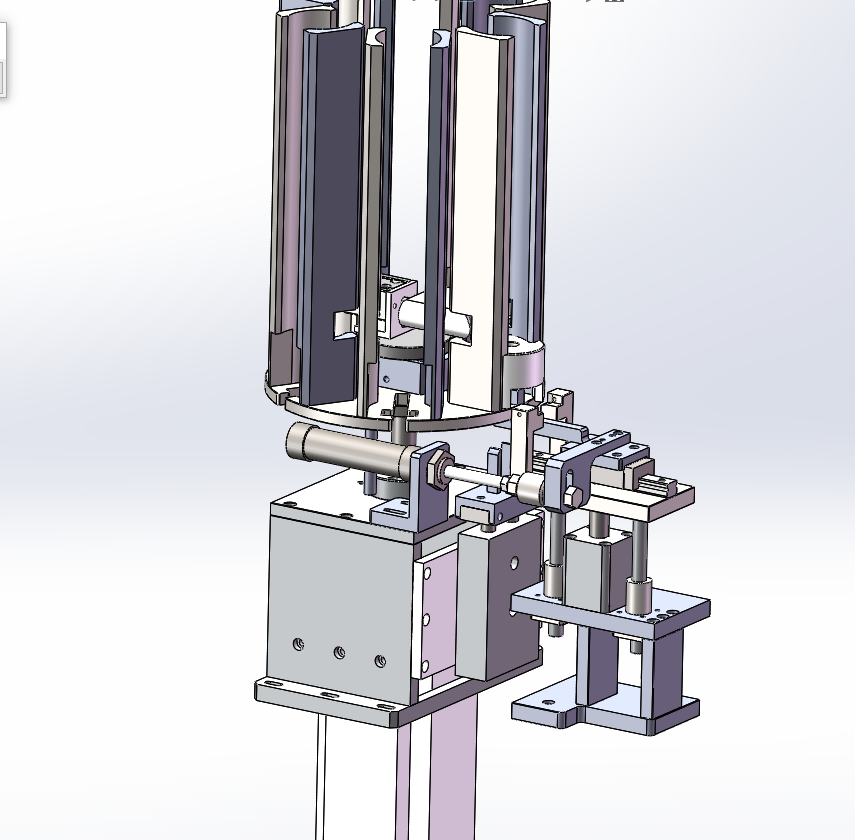
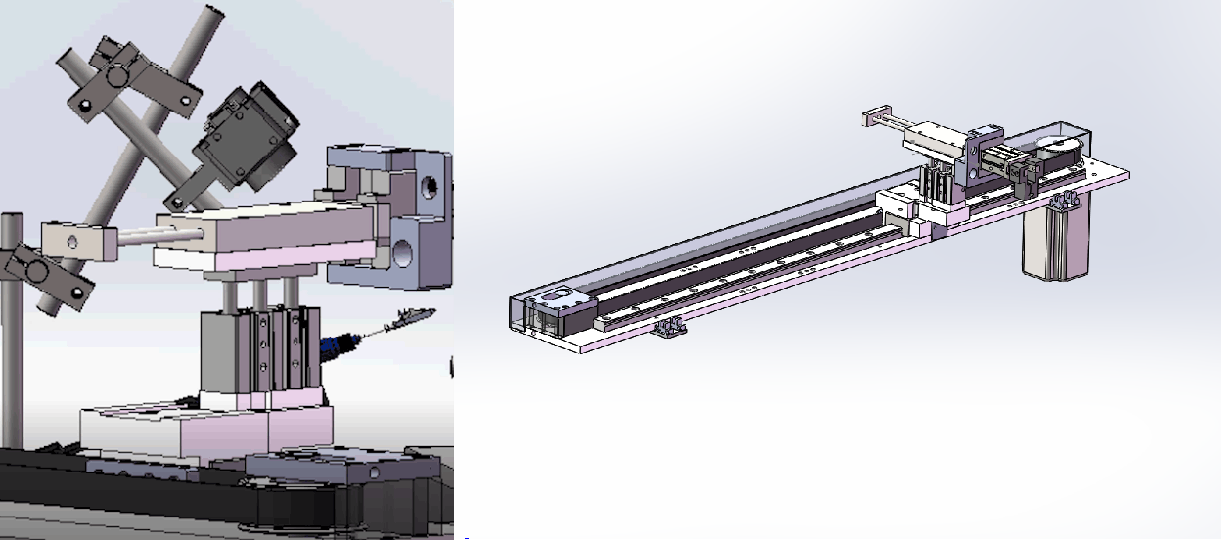
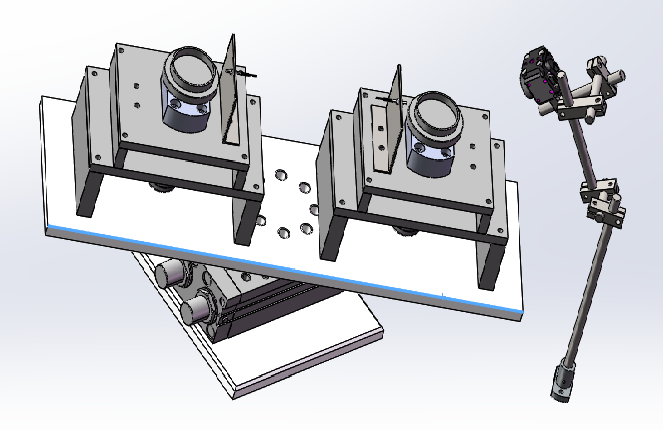
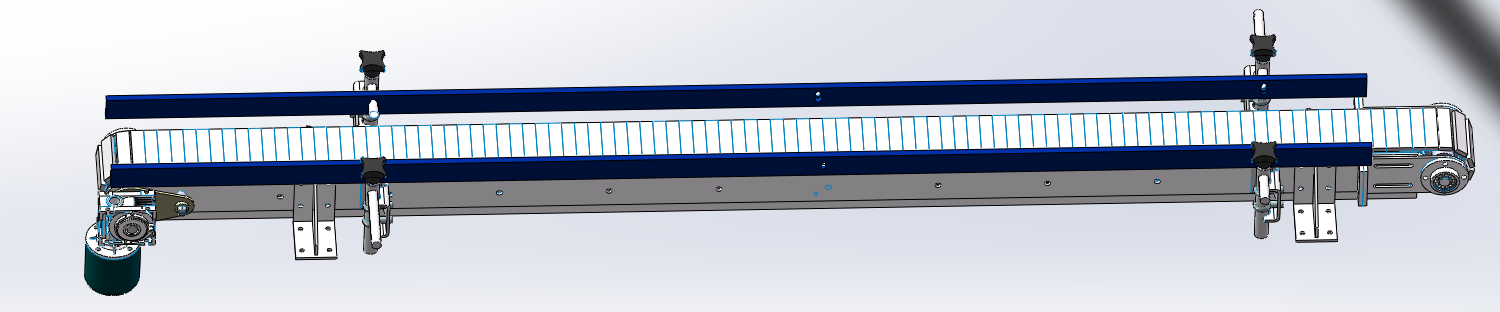
作品名称:联轴器智能组装及循环生产线
学校名称:烟台大学
参赛队伍:攀达
参赛学生:李齐欣 李昂 刘嗣睿
指导老师:刘桂涛